The prototyping cost assessment strategies were principally created for class 101 injection molds that are proposed by injection molding service china for large scale manufacturing of a great many shaped parts. In numerous applications, there is the need to create form tooling for lower creation volumes or to”bridge” model and creation. For some embellishment applications, the four normal assembling techniques are:
- Class 101 creation molds,
- Aluminum tooling for moderate volumes,
- Model molds made by added substance fabricating with photopolymers of direct metal laser sintering.
- Items straightforwardly made by 3D printing through intertwined statement demonstrating, laser sintering, or stereolithography. For every system, the forthright cost, peripheral expense, and absolute creation time as assessed can be a component of various objective creation volumes as an update to earlier work.
Cost assessment by injection mould manufacturers in china is a settled cycle where the genuine costs needed to secure a made item are completely accounted. The exactness of a quote will change dependent fair and square of detail taken in representing all the exercises and costs in assembling, just as the accuracy of the related occasions and expenses.
Once more, the standard structure for the all out creation cost, C, is applied for every one of the elective assembling procedures. The all out creation time can be likewise determined as where tinitial is the underlying lead time to get the initial segment, and tmarginal is the creation time for each extra part. The normal part cost may likewise be assessed .
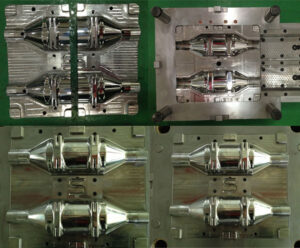
Two critical issues in the assessment of shape prototyping techniques are (1) the nature of the secured parts and (2) the life span of the model tooling. To start with, model shape infrequently give the surface completion and execution of parts formed from creation tooling. Specifically, 3D printing measures have a limited goal or line width that can bring about unpleasant surfaces that limit the part style and execution. Straightforwardly created parts (by FDM, particular laser sintering, or stereolithography) have a diminished arrangement of evaluations just as fairly substandard properties identified with the trustworthiness of the established materials. Second, model tooling can have a shorter lifetime because of stress-related disappointments related with infusion of the polymer soften or potentially ejection of the shaped plastic parts.
Hence, it is critical to create sensible expense and time gauges for each assembling methodology by china high-precision mould suppliers. It gives some firm quotes to elective methodologies for creation of the shaped bezels. The initial two lines compare to the two-cavity hot sprinter and one cavity cold sprinter shape that were recently dissected. An option is the utilization of printed embeds that were delivered by a poly jet cycle with bright restored sap. This kind of shape embed has a lifetime on the request for 100 trim cycles, so the form embeds must be consistently recreated to accomplish high creation amounts, which prompts a generally high negligible creation cost of $33 and peripheral creation season of 1 h. Then again, the bezels might be legitimately delivered by melded testimony demonstrating or particular laser sintering with a minimal expense of $60 and a minor creation season of 4 h.
This article is from https://www.injectionmouldchina.com/.